|
|
|
|
ÇAYIN İMALAT SAFHALARI (GENEL) 1.Soldurma Uygun şekilde hasat edilen taze çay yaprağının ağırlıkça % 75- 80'ini oluşturan suyun, uygun sıcaklıkta, kontrollü veya normal atmosfer şartlarında % 50- 60 seviyesine kadar indirgenmesi işlemine soldurma adı verilir. Çay imalatında en önemli proseslerden biridir. Soldurma teknelerinde yapılmaktadır. Teknelerdeki çayların solma süresi yaş çayın tazeliği ve ıslaklık durumuna, hava ve çalışma koşullarına göre değişir. Soldurma sonucunda yaprakların hücre özsuları daha yoğun hale gelir ve kıvırma işlemi için uygun elastiki yapı temin edilir. Taze yapraklar soldurulmadan doğrudan kıvırmaya tabi tutulursa, hücre özsuyunun dışarı çıkması ve hücre parçalanması tam olmaz, yapraklarda kıvrılmadan ziyade kırılma meydana gelir, presleme esnasında kıvırmadan akan sularla çayın içerisinde bulunan etkin maddeler dışarı atılır. Soldurma genelde Doğal ve Yapay (Cebri) olmak üzere iki şekilde yapılır. Doğal Soldurma: Çay sürgünleri doğal hava ve sıcaklık koşulları altında soldurulur. Doğal soldurmada yapraklar 10-15 cm aralıklı raflara m² ye 0.5 kg’a değişen bir şekilde serilir.16-20 saatlik bir süre almasına karşın cebri soldurmaya göre daha üstün kalite değerleri oluşur. Doğal soldurmada bol hava sağlanması yanında havanın düşük sıcaklıkta olması en önemli avantajdır. Doğal soldurmanın en önemli dezavantajı soldurmanın tamamıyla hava koşullarına bağımlı olmasıdır. Yapay Soldurma: Yapay (cebri) soldurmanın temel amacı, uygun sıcaklıkta yeterli kurutma gücüne sahip hava ile çay yaprağını temas ettirerek yeknesak ve iyi bir soldurma sağlamaktır. Günümüzde en çok uygulanan soldurma sistemi hareketli soldurmadır. Hareketli
Soldurma: Hareketli sistemde,
otomatik yaş çay yükleme makinesinin bunkerlere alacağı yaş çay, bant hızı
ve dökme kalınlığı ile orantılıdır. Çay işleme şartlarına göre bu bantlar
ayarlanarak soldurma teknelerinin uygun kalınlıkta düzenli beslenmesi
sağlanır. Hareketli soldurma sisteminin, zorunlu haller dışında imalat
esnasında durdurulmaması gerekmektedir.
Soldurmayı etkileyen başlıca faktörler Havanın
sıcaklığı: Teknelere verilen
havanın sıcaklığı yaş çayın tazeliği, ıslaklık durumu, hava ve çalışma
koşullarına göre ortam sıcaklığı ile 38oC arasında değişebilir. İdeal yapay
soldurma sıcaklığı düşük rakımlarda 38°C, yüksek bölgelerde 32°C'yi
geçmeyecek şekilde ayarlanır.Isının yüksek olması soldurma süresi kısaltılabilir ancak hızlı
soldurma durumunda yapraklarda kuruma ve yanmalar meydana gelir. Aşırı
solmuş ve yanmış çaylarda kıvırma ve fermantasyon istenildiği gibi
olmayacağından elde edilecek çayın görünüşü kahverengi, dem rengi hafif ve
yeşilimsi, kalitesi son derece düşük olur. Kıvırma, solmuş çay yaprağının değişik çay imalat makinelerinde parçalanması, ezilmesi ve bükülmesiyle hücre öz suyunun kıvrılmış yaprak yüzeyine yayılması ve oksidasyonun başlaması işlemidir. Çay fabrikalarında kıvırma makinaları genelde iki defa kıvırma sistemine göre dizayn edilmiştir. Birinci Kıvırma: Bu Kıvırma işlemi düz (yaprak) Kıvırma makinelerinde yapılır. Düz kıvırmalar uzun sürede yavaş yavaş doldurulduğunda en az 300 kg solmuş yaprak alabilmektedir. Kıvırma süresi doldurulmaya başlandığından itibaren en az 45 dakika olur. Birinci Kıvırma bittikten sonra, Kıvırma yavaş yavaş boşaltılarak, rotervan olan fabrikalarda rotervandan geçirildikten sonra, olmayanlarda ise doğrudan eleme yapılır. Havalandırılmış kaba çaylar ise ikinci Kıvırma için presli veya göbekli kıvırmalara verilir. CTC olan fabrika da ise rotervandan geçtikten sonra direkt CTC’lere verilir. İkinci Kıvırma: Birinci kıvırmada yeterince parçalanmamış kaba yaprakların tazyik altında presli kıvırmalarda veya göbekli kıvırmalarda daha çok parçalanmalarını sağlayarak, yaprağın hücre zarının çatlatılarak içerisindeki hücre özsuyunun dışarı çıkartılması ile daha iyi oksidasyon şartlarının hazırlanmasını temin için yapılır. Presli kıvırmalarda Kıvırma müddeti 40, göbeklilerde ise 20 dakikadır. Presli kıvırmalardaki çaylara bu müddet içerisinde en az 3 defa pres tatbik edilir. Presler 200-300 libre (90-135 kg.)'lif bir tazyikle yapılır. 5-6 dakika presli, 5-6 dakika pressiz olarak çalıştırılır. Böylece tazyik sırasında fazla sürtünmeden dolayı isinmiş olan çayın harareti düşürülmüş olur. İkinci kıvırmadan çıkarılan çaylar oksidasyon ünitesine sevk edilir. Presli Kıvırma: Presli kıvırmalarda kıvırma müddeti 40 dakikadır. Presli kıvırmalardaki çaylara bu müddet içerisinde en az 3 defa pres tatbik edilir. 5-6 dakika müddetle çayın üzerine 200-300 libre 90-135 kg. bir tazyikle pres yaptırılır.5-6 dakika sonra pres havaya kaldırılarak, makine 5-6 dakika pressiz olarak çalıştırılır. Böylece tazyik sırasında fazla sürtünmeden dolayı ısınmış olan çayın harareti düşürülmüş olur. Göbekli
Kıvırma: Göbekli kıvırmalarda
kıvırma müddeti 15 dk. Bu sürenin
geçirilmesi çayda kızışma meydana getirir ve kalite kaybına neden olur.Göbekli kıvırmaya aşırı miktarda kıvrılmış çay alınmamalı, kıvırma kazanında
üstten 25cm kadar boşluk kalmasına dikkat edilmelidir. Kıvırma da Nem Çay yapraklarıın soldurulması ne kadar yeknesak olursa kıvırmadaki başarı o
kadar artar.
3. Oksidasyon /Fermentasyon Oksidasyon siyah çayda kalitenin oluştuğu veya yok edildiği safhadır.
Kıvrılan yaş çay yaprağının hücre öz suyunda bulunan kimyasal bileşiklerin
oksidaz enziminin tesiri ile biyolojik değişikliğe uğrayarak siyah çayda
istenen renk, burukluk, parlaklık, koku ve aromanın oluşması olayıdır.Oksidasyon sonucunda, çay yaprağının yeşil rengi bakır kırmızısına dönüşerek
elma kokulu hoş bir aroma oluşur.
Oksidasyon tamamlandığı zaman nem kapsamı yaklaşık % 45-50 civarındadır.
-İstenen
özelliğe kavuşmak için süre uzatılır veya kısalır. Oksidasyona etki yapan diğer etmenler:
-Parlak açık renkli çay yaprakları, koyu olanlara göre daha iyi okside
olurlar. 4.Kurutma Kurutma sıcaklıkları: Kurutmada giriş sıcaklığı 95-100°C, çıkış sıcaklığı kurutma fırınlarının davlumbaz şekline göre 45-65°C arasında tutulur. 5. Tasnif / Çayların sınıflandırılması Fırından çıkan kuru çayların önceden belirlenen standart elek tellerinden geçirilmek suretiyle incelik, kalınlık ve kalitelerine göre ayrılma işlemidir. Gerek fırın çıkışında gerekse tasnifin çeşitli aşamalarında kurutulmuş çaylar lif tutucularından geçirilerek lif ve çay çöplerinden ayrılırlar. Çaylar fırınlardan çıktıktan sonra ihtiva ettikleri %2-4 nispetindeki rutubet miktarı ile ancak iyi tasnif edilebilir. Bekletilen ve iyi muhafaza edilemeyen çayların rutubet miktarları arttığından ve elastikiyet kazandıklarından tasnifleri iyi yapılamaz ve kısa zamanda küflenerek sağlığa zararlı hale gelir. Yapraklar sadece üretimin son aşamasından sonra, sınıflandırma aşamasında derecelendirilir. Ortodoks (klasik) üretim metodunda yaprak, kırık, ezik ve toz şeklinde olmak üzere 4 ana sınıf bulunmaktadır. Bu kategoriler yapraklardaki farklılığı ve ortak tesir etkilerini belirler ve gösterir. Derecelendirme yaprağın kalitesine göre yapılmaktadır: 1-) Büyük/Tam yaprak, 2-) Kırık yaprak, 3-) Ezik yaprak ve 4-) Toz. Her kategoride en iyi dereceye sahip çaylar en üstte yazılmıştır. Ezik ve toz şeklindeki çaylar büyük miktarlardaki ticari çaylarda kullanılır, özellikle poşet çaylarda. Orange Pekoe nedir? Orange Pekoe çay yaprağının üst kısmından elde edilen bir siyah çay çeşididir. Çay fidanının en tepesindeki taze iki yaprağından elde edilen çay Pekoe olarak sınıflandırılmaktadır (diğer yapraklardan ise daha düşük kalitedeki çay üretilmektedir).Halk arasında Orange Pekeo'nun portakal aromalı çay olduğu veya portakal katkılı çay olduğu gibi bir yanlış genel kanı vardır. Halbuki, Orange Pekoe'nin portakalla veya portakal tadıyla hiç bir ilgisi yoktur. Çay, yeşil çay, Avrupa'ya ilk olarak 1610 yılında Dutch East India Şirketi tarafından Japonya'dan ithal edilmiştir. Şirket kısa bir süre sonra Çin'den de çay ithal etmeye başladı ve bunu başarılı bir şekilde geliştirmeye devam etti, en belirgin kanıtı da hala Orange Pekoe olan ticari terimlerinin bugüne kadar gelmiş olmasıdır. Pekoe Baj Hao (veya Pak-Ho) sözcüklerinin bozulmasından oluşmuş ' Çince bir terimdir, beyaz saç ' anlamına gelir ve genç çay yapraklarının arka kısmının altındaki beyaz renk yüzünden erken çaylara verilen bir terimdir ve çayın en lezzetli kısmıdır.Hollanda'ya getirilen bu kalitedeki ilk çay Kraliyet ailesine (House of Orange) sunulmalıdır ve pazarlamacılarca Bai Hao çay türü Hollanda halkına Kraliyetin garantisi olduğu anlamında Orange Pekoe olarak sunulmuştur 1-) Kırık Yaprak çayların dereceleri
BT: Broken Tea: Genellikle siyah, açık
ve hacimli yaprak. Bu tanımlama Sumatra, Sri Lanka ve Güney Hindistan’da
kullanılan sınıflandırma,
OP1: Orange Pekoe 1: yumuşak içimli
oldukça hassas, uzun, kıvrımlı yaprak 3-) Ezik yapraklı çayların dereceleri BOPF (Broken Orange Pekoe Fannings) Seylan,
Endonezya, Güney Hindistan, Mozambik, Çin ve Bangladeş'te üretilen en
önemli çaydır. Uçsuz, sabit partikül büyüklüğünde, az miktarda katkı
ilaveli siyah yaprak çayıdır. Endonezya'da BOP ince küçük yapraklı
BOP'dur.
4-) Toz halindekilerin dereceleri D1 (Dust 1) Seylan, Endonezya, Çin, Afrika, Güney
Amerika ve Güney Hindistan'da üretilen çaydır.
Kuru Çay Nevilerinin Sınıflandırılması ve Özellikleri: Üretilen nevi çaylar genellikle imalat kırığı ve kırık (kırmadan geçen) çaylar olmak üzere 2 sınıfta toplanmaktadır. Kurutmalardan çıkıp tasnife gelen ve her hangi bir kırma işlemine tabi tutulmadan elenen çaylara imalat kırığı çaylar denir. Midilton (çöp ayırma eleği) eleği ile 8 ve 10 numaralı pakka (kuru çay eleği) eleklerinin üzerinde kalan çayların mekanik olarak kırılıp, tekrar elenmesi sonucu elde edilen çaylara kırık çaylar (kırmadan geçen) denir. Ayrıca 30 numara tasnif eleğinin altında kalan 7 nevi çaya toz çay (D-Dust) denir. İmalat Kırığı Çaylar:
(Çaykur) Kırık (Kırmadan Geçen) Çaylar : Çaykur'da 2015 Yılından itibaren 1. Nevi çay 1 olarak, 2+3 nevi çaylar 2.nevi olarak, 5.ve 6. Nevi Çaylar 3. Nevi olarak 4 ve 7. Nevi çaylar 4.Nevi olarak adlandırılmaya başlanmıştır. 50 no elek altından geçen çaylarda Dust çay olarak adlandırılmaktadır. Tiflavin (TF) Parlaklık, canlılık, sertlik TF miktarıyla belirlenir.
Oksidasyon başında azdır giderek artar. Miktarına paralel olarak demin kuvveti
artar. TF & TR Oranı Siyah çayın kalitesi TF ve TR miktarı ve oranıyla belirlenir.
|
|
  YAŞ ÇAY BOŞALTMA:Fabrikaya alınan Yaş Çay el değmeden Yaş Çay Boşaltma makineleriyle Kamyonlardan boşaltılır ve konveyörler vasıtasıyla soldurma teknelerine sevk edilir.. |
|
|
SOLDURMA:Tarladan toplanan taze çay yaprağı bünyesinde bulunan % 75-80 oranındaki su Hareketli soldurma ünitelerinde 32-36 °C sıcaklıktaki hava ile yaklaşık 4-6 saat sürede soldurularak çayın içerisindeki su miktarı % 50-60 'e düşürülür. |
KIVIRMA: Kıvırma makinelerinde yaklaşık 40-45 dk süreyle solmuş çay parçalanarak hücre öz suyunun kıvrılmış yaprak yüzeyine yayılması ve oksidasyona başlaması sağlanır. |
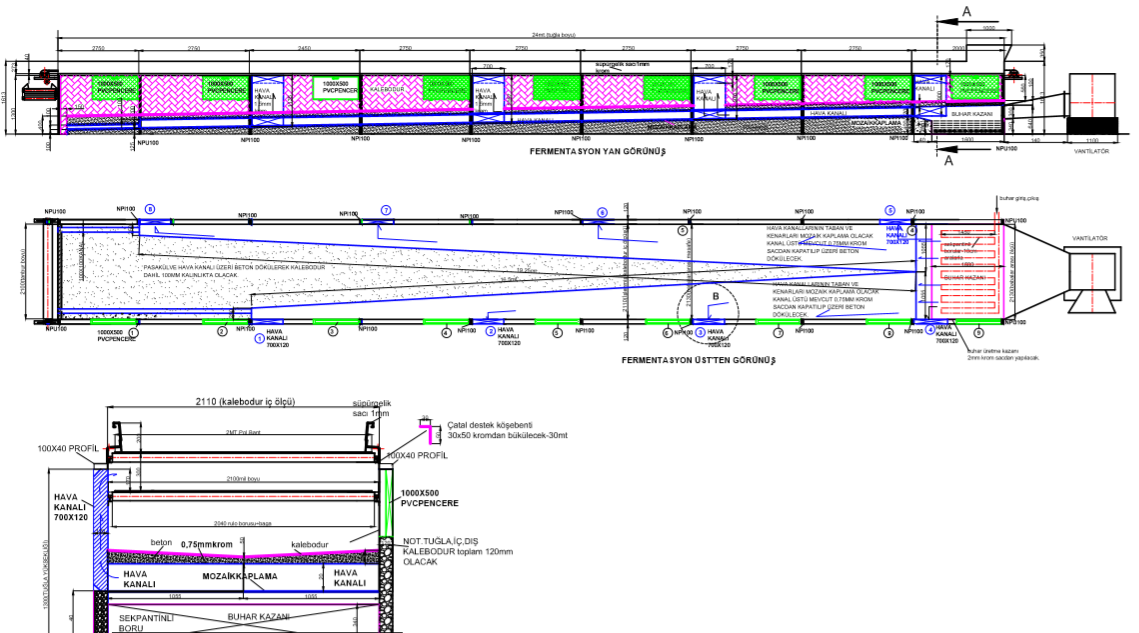
FERMANTASYON: Akabinde yaprak hücrelerinin parçalanmaları sonucunda açığa çıkan hücre özsuyundaki polifenollerle enzimler oksijen ile tepkimeye girerek fermente olur. Fermentasyonda; 24-28 °C sıcak lık ve % 85-90 oranında nem içeren hava kullanılır. |
KURUTMA: Son olarak 95-100 °C sıcak hava ile kurutularak içerisindeki nem oranı % 3-4 oranına düşürülür. ihtiva ettiği nem oranına bağlı olarak kurutma süresi 15- 35 dk arasında değişebilmektedir. |

LİF ALMA ve TASNİF:Artık çay'ın içerisindeki lifler lif tutucularda alınarak tasnifte tasnif eleklerinde elenerek, farklı büyüklüklerdeki nevi ve kalitelerine göre ayrılır. |
KURU ÇAY ELEĞİ: Midiltonlarda temizlenen çaylar kuru çay eleklerine elenerek Çaylar nevilerine ve volümlerine göre tasnif edilir. |
|
PAKETLEME: Çay fabrikalarında üretilen çaylar Rize 100. Yıl Pazarlama ve Üretim Bölge Müdürlüğünde iç piyasaya yönelik 30 çeşit paket, 6 çeşit poşet , 8 çeşit toplu tüketim, 8 çeşit aromalı, 16 çeşit Hediyelik siyah çay ve 6 çeşit yeşil çay ile 9 çeşit Organik çaylar (200-500 gr .paket, demlik poşet, süzen poşet ve 400.gr karton kutu, 400-500 gr. Teneke Kutu) Türk Gıda Kodeksi Siyah Çay Standardına uygun kalitede ve ambalajda paketlenmektedir. |
|
  Canınız çektiğinde, kahvaltıda,Sohbette ve her zaman içilir Canınız çektiğinde, kahvaltıda,Sohbette ve her zaman içilir |
|