|
|||
|
“Keikaku Hozen - Planned
Maintenance”
İşletmelerde bakım
departmanı planlı bakımın
gerçekleştirilmesi için bir
sistem kurmalıdır. Böylece
üretim ekipman arızaları ile
engellenmeyecektir. Bu
“Planlı Bakım” olarak
adlandırılır. Periyodik
denetlemelerle bakım için
zamanlama önceden
belirtilir.
Buna ek olarak, planlama
departmanları, üretim
mühendisliği gibi, “Bakım
Önleme Sistemi” ni tanıtmak
için çalışmalıdırlar.
Ekipmanın kurulmasından
sonra erken safhalarda
sağlam üretim operasyonunu
gerçekleştirmesini
sağlamalı, bakım
gerektirmeyecek ekipmanı
tasarlamak kadar iyi
çalışmalarda
bulunmalıdırlar.
Operatörler otonom bakımın
yerine getirilmesinden
sorumludurlar. Operatörler,
ekipmanın fiziksel
kontrolünü gerçekleştirmeli,
günlük kontrollerini
yapmalı, ilgili bölümlere
destek sağlamalıdır.
Şirket kültürünü yeniden
yapılandırmayı hedefleyen
TPM’ nin amacı, ekipman
operasyonları ile meşgul
olan insanların TPM’ nin 5
prensibini tanıtmada
görevlerini yerine
getirmelerini ve
operatörlerin becerilerini
artırarak kendi görevlerini
yerine getirmelerini
sağlamaktır.
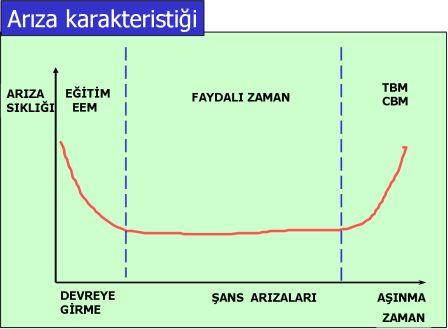
Arıza nedir?
Ekipmanın tanımlanmış
fonksiyonunu kaybetmesidir.
Arıza tipleri nelerdir?
a) Fonksiyon duruşu tipi
arızalar;
Ekipmanın istenmeden
durmasıdır.
b) Fonksiyon azalması tipi
arızalar;
Ekipman çalışmaya
devam eder ancak proseste
çeşitli üretim aksaklıkları
meydana gelir.
Planlı bakım uygulama
aşamaları;
1.
Otonom bakıma destek:
Bu aşamada Planlı bakım
ekibi tarafından ABC
Analizleri yapılır, Operatör
seviyesini yükseltmek
amacıyla yoğun biçimde
teknik ve ekipman bazlı
eğitimler verilir ve nokta
dersleriyle eğitimler
desteklenir. Operatörlerin
astıkları F-Tag’ler en geç 3
gün içerisinde çözülmeye
çalışılır.
2.
"0" arıza faaliyetleri
Arıza kayıp ve nedenlerini
tespit etmek amacıyla arıza
formları oluşturulur.
Toplanan veriler arıza
analizleri yapılarak
kayıplar tespit edilir.
Tespit edilen arıza kaybı
yaşanan noktalara “o” arıza
kaizenleri planlanır ve
gerçekleştirilir.
3.
Planlı bakım faaliyetlerinde
kendimizi tanımlamak
Bu aşama planlı bakım ekibi
için bir veri toplama
sistematiği oluşturma
aşamasıdır. Bu sistematik
bir veri tabanı olabileceği
gibi manüelde olabilir.
Önemli olan ihtiyaç
duyulduğunda ilgili verilere
zaman kaybetmeden ulaşmak ve
verilerden emin olmaktır.
Aşağıdaki veriler fabrika
toplamı, makine gurubu,
makine, alt gurup ve parça
bazında takip edilmelidir;
Arıza
adedi (adet/ay) (
>10 dk duruşlar)
Arıza süresi (dk)
Fonksiyon
kaybı (adet/ay)
Küçük
duruş (adet/ay)
(<10 dk duruşlar)
MTTR (dk) (Ortalama
tamir süresi)
MTBM (saat) (İki
bakım arası süre)
MTBF (saat) (İki
arıza arası süre)
MTD (dk) (Ortalama
duruş süresi)
Maliyet
(TL/ürün)
4.
Yağların denetlenmesi
Yağların denetlenmesi
işletmenin kategorisine ve
ekipman parkına göre kritik
öneme sahip olabildiği gibi
geri planda da kalabilir. Bu
aşamada yapılması gereken
yağ çeşitleri analiz
edildikten sonra çeşitliliği
azaltmaya yönelik çalışmalar
yapmak ve bir yağlama
sistematiği oluşturmaktır.
Ayrıca bazı basit yağlama
faaliyetleri bu aşamada
otonomculara devredilir.
5.
Yedek parça yönetimi
Bir işletmede yedek parça
maliyetleri çok ciddi
rakamlara ulaşabilir. Bu
aşamada yedek parça
yönetimine çalışılmalıdır.
Yapılması gereken, sabit
periyot da, sabit miktarda,
“o” stok miktarıyla
çalışacak bir sistem
geliştirmektir. Ayrıca
standart yedek parça listesi
bu adımda çıkarılmalıdır.
6.
Bakım/enerji maliyetinin
yönetilmesi
Bakım ve enerji maliyetleri
de ciddi işletme
giderlerindendir. Bu aşamada
bu kayıp kalemlerindeki
kaçakları önlemeye ve
azaltmaya yönelik çalışmalar
yapılır.
7.
Önleyici bakım
faaliyetlerine destek
Bu aşamada planlı bakımcılar
günlük ve zaman odaklı bakım
faaliyetleri için
çalışırlar. Ekipmanın
arızaya geçmesini
engelleyecek sistemler
kurarlar. Erken ekipman
yönetimi ve MP sistemi bu
çalışmalara güzel
örneklerdir.
8.
Kestirimci bakımda gerekli
donanımları elde etmek
Bu aşamada planlı bakımcılar
vibrasyon analizleri, ses
seviye analizleri, yağ
analizleri, sıcaklık
takipleri ve basınç
takipleri gibi faaliyetleri
gerçekleştirirler. Amaç
makine elemanlarındaki
aksaklıkları tespit ederek
arızaları önlemektir.
Planlı Bakımın Yararları: 1) Daha az makina arızası olacağından duruşlar daha iyi kontrol edilebilir ve makine kullanma süresi artar. Bunun sonucu üretim miktarı artar ve daha uygun teslim zamanı belirlenebilir. 2) Makinalarda zamanında en sağlıklı ayarlar yapılacağından daha iyi verim elde edilir. Böylece ürünün kalitesi muhafaza edilir, kusurlu ürün oranı azalır. 3) Arızalardan oluşan ara onarımlar azalır ve onarımlar arasında geçen süre uzar. Böylece bakım işgücü ve teçhizatından daha iyi istifade edilir. 4) Onarım masrafları azalır. Ara kontrollerde yapılan işlemler ve değiştirilen parçaların maliyetleri, arızalara nazaran daha düşük olur. 5) Makinaların faydalı ömrü uzar, yenileme zamanı uzar. 6) Yedek makina ve teçhizat ihtiyacı azalır ve tesisin yatırımında tasarruf sağlanır. 7) Bakım masrafları azalır. Planlı bakım, işçi ve malzeme masraflarında tasarruf sağlanır. 8) Daha iyi yedek parça kontrolü yapılabilir ve stok miktarı azaltılabilir. 9) Daha uygun bir çalışma sağlanır. Bakım masraflarının aşırı olduğu bölümler dikkati çeker. Gerekli araştırmalar yapılarak lüzumsuz işler veya yanlış uygulamalar düzeltilebilir. Operatörlerin çalışma durumlarının ıslahı ile makineleri hor kullanmaları sonucu arıza ihtimalleri ve aşırı yıpranmalar giderilebilir. 10) Arızalar sebebiyle üretimde çalışan işçilerin prim kaybı daha az olur. 11) İşçilerin emniyeti ve tesisin korunması daha iyi temin edilebilir. Böylece tazminat ve sigorta masrafları daha az olur. 12) Yukarıdaki sebeplerle üretimin birim maliyeti düşer. Planlı bakım çeşitleri: Tesislerde makine–teçhizat ve tesisat yönetimin belirlediği standartlara göre sürekli çalışır durumda bulundurulmalı ve istenen verimde kalmaları sağlanmalıdır. Bu amaçla aşağıda sıralanan bakım çeşitlerinden birinin uygulanması gerekir: 1) Önleyici (Koruyucu) bakım. 2) Düzeltici bakım. 1. Önleyici Bakım: Koruyucu (önleyici) bakım veya tamir, herhangi bir arızaya veya üretim aksamasına yol açacak bir olay meydana gelmeden önce, böyle bir ihtimali ortadan kaldırmak amacıyla yapılan bakım hizmetleridir. Makinalar arızalanmadan önce belirlenen kurallar içinde gözden geçirilmelidir. Önleyici Bakım Faaliyetleri: a) Yağlama işleri, b) Temizleme işleri, c) Muayeneler, durum muayenesi, d) Kalibrasyon, ayar, e) Programlı onarımlar, f) Programlı revizyonlar, g) Programlı parça değişimleri.
Önleyici Bakımın Yararları: 1) Daha az üretim duruşu, 2) Bakım elemanlarına, arıza onarımları sırasında ödenecek fazla mesai ücretlerine kıyasla, normal ayar ve onarımlar için daha az fazla mesai ödenmesi, 3) Daha az, büyük boyutlu onarımlar, daha az sıklıkta onarımlar, 4) Arıza ortaya çıkmadan önce yapılan basit onarımlar için daha düşük onarım maliyeti, 5) Daha az mamul reddi, daha iyi kalite kontrolü, 6) Daha az yedek üretim aracı. Dolayısıyla azalan sermaye yatırımı, 7) Bakım maliyetlerinde azalma, 8) Bakım maliyeti yüksek olan üretim araç ve yardımcı tesislerin belirlenerek nedenlerinin araştırılması ve bulunması, 9) Yedek parça kontrolünün daha iyi yapılarak stok düzeylerinin azaltılması, 10) İşçiler için daha güvenli bir çalışma ortamı, 11) Daha düşük birim imalat maliyeti. Koruyucu bakım kapsamında tahmin edici bakım ve revizyon uygulanır. Tahmin edici (durum muayeneli) bakımda, makina–teçhizat hakkında geçmiş bilgiler araştırılır. Durum muayenesinde arızaların nedenleri, belirtileri ve tipleri belirlenir. Bunlar analiz edilerek makina–teçhizatın hangi kısımlarının ne zaman aşınacağı ve bozulacağı konusunda bilgi edinilebilir. Bu bakım tipi bugün ayrı bir program olarak değil, koruyucu bakım kapsamında düşünülmektedir. |