|
TEKNİK BİLGİLER |
|
MMA
|
|
TEKNİK BİLGİLER |
|
MMA
|
|
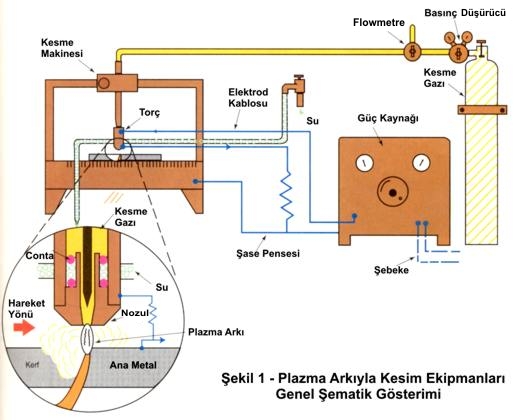
Elektrik arkıyla ısıtılarak iyonlaştırılan gazların bu yeni fiziksel durumu “PLAZMA” olarak adlandırılır. Plazma maddenin 4cü halidir. İlk üç hal katı, sıvı ve gaz’ dır. Katı hali ısıtırsak sıvı hali, sıvı hali ısıtırsak gaz hali, gaz hali ısıtırsak plazma hali elde ederiz. Terside doğrudur., plazma ısısı ana malzemeye aktarılarak plazma tekrar gaz haline döner.
Plazma arkıyla kesim ilk olarak metal olmayan malzemelerin soy gaz
atmosferi altında kesimi için ortaya çıkmıştır. Daha sonraki gelişmeler
çeliklerin oksijen gazıyla kesimi yönünde devam etmiştir. Plazma
yönteminde sıcaklık 14 000 ºC ( 25 200 ºF ) kadar yükselebilmektedir.
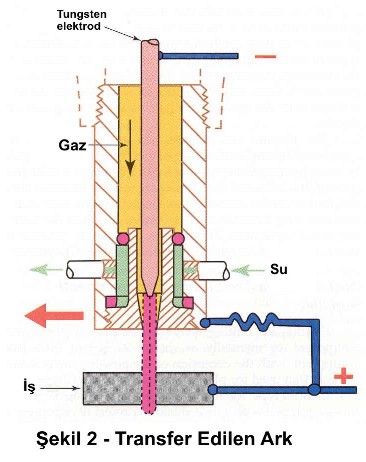
Y Torç içinde kanallar vardır.Merkezdeki kanal plazma arkı içindir. Merkezin çevresindeki kanal ise koruyucu gaz içindir. Gaz akış hızı 118 L/Dakikaya ( 250 ft³/saat ) kadar çıkabilmektedir. Çift akışlı kesme sistemi gazın birini plazma oluşturmak için diğerini ise koruyucu olarak kullanmaktadır. Azot sıklıkla plazma oluşturmak için kullanılan gazdır. Karbondioksit çeliklerde, argon ve helyum veya karışımları alüminyumda kullanılan koruyucu gazlardır. Plazma arkının oluşması ve malzemeyle teması iki farklı şekilde sağlanabilir. 1) Transfer Edilen Ark ; iş parçası elektriksel olarak plazma ark torcuna bağlıdır. Yani elektriksel devrenin bir parçasıdır. Tungsten elektrod negatif (-), iş parçası ve plazma torç nozulu pozitif (+) kutup şeklindedir. Ark tungsten elektrodla, ana metal ve plazma torç nozulu arasında oluşur. Şekil 2 ‘ de şematik gösterim verilmiştir.
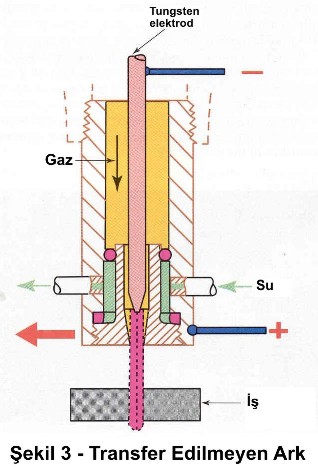
2) Transfer Edilmeyen Ark ; elektriksel devrenin tungsten elektrod ile plazma torç nozulu arasında kurulduğu transfer şeklidir. Kesilecek malzeme elektriksel devrenin bir parçası değildir. Şekil 3 ‘ te şematik gösterim verilmiştir.
Her iki transfer yönteminde de doğru akım, elektrod negatif ( - ) kutuplama olarak kullanılır. Böylece ısının iş parçası üzerinde yoğunlaşması sağlanır. Transfer edilen ark yönteminde ortaya daha fazla ısı çıkar. Plazma arkıyla kesimde ilk olarak güç kaynağından amper ayarı yapılmalıdır. Daha sonra kesme gazının doğru akış hızını ayarlamak gerekir. Ark başlamadan önce plazma gazı ve koruyucu gaz 2 – 10 saniye açılarak sistem içindeki nemin temizlenmesi sağlanmalıdır. Torç su soğutmalı ise, soğutma suyu açılmalıdır. Su akış kontrol üniteleri suyun kapalı olması halinde arkı başlatmayacaktır.
Yöntem gürültülüdür., çalışırken kulak tıkaçları kullanılmalıdır. Kesme
işlemi sırasında göz koruması önemlidir. Oksi-asetilen gaz kaynağında
kullanılan yüze tam oturan model gözlükler ve kullanılacak ampere göre
seçilecek camlar kullanılmalıdır. Kullanılması gereken cam numaraları
şöyledir. Güç Kaynakları iki grupta sınıflandırılır. 1 )
Yüksek Çıkışlı Güç Kaynakları ( Yaklaşık 50 Amper ) 2 )
Orta Çıkışlı Güç Kaynakları ( Yaklaşık 30 Amper )
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ERGİMEYEN TUNGSTEN ELEKTROD İLE SOY GAZ KORUMASINDA ARK KAYNAĞI ( TIG ) A. GİRİŞ
Soy gaz koruması altında ergimeyen tungsten elektrod ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrod arasındaki elektrik arkıyla oluşturulduğu yöntemdir. Elektrik akımını ileten elektrod tungsten veya tungsten alaşımıdır. Kaynak bölgesi, kaynak banyosu ve tungsten elektrod havanın kötü etkisinden torç ‘ tan kaynak bölgesine gönderilen soy gaz ile korunur. Bu yöntemde ana malzemeler ergitilerek ilave metal kullanarak veya kullanmadan kaynak yapmak mümkündür. B. KAYNAK DEVRESİ
1.
Güç kaynağı (Kaynak Makinesi)
1. Güç Kaynağı (Kaynak Makinesi)
Güç kaynağının amacı ana metal ile tugsten elektrod arasında oluşturulan elektrik arkı için ark akımının devamlılığını sağlamaktır. Güç kaynağının içinde mekanik ( manyetik şönt ) veya elektronik ( tristör veya inverter sistem ) akım ayarlama mekanizmaları vardır. Güç kaynaklarını 2 kategoriye ayırabiliriz. a) Alternatif akım ( AC )
güç kaynakları
b) Doğru akım (
DC ) güç kaynakları
ii) Ters
kutuplama 2..Torç ve Torç Kablosu Torç elektrik arkını oluşturacak tungsten ucu sabitleyici fonksiyonundadır ve torç kablosuna birleştirilmiştir. Torç kablosu kaynak koruyucu gazı gerektiğinde soğutma hortumlarını ileten ve elektriksel kabloların makinayla irtibatını sağlayan düzenektir. Kullanım amacına göre torçlar gaz soğutmalı veya su soğutmalıdır. Kaynak akımının 200 ampere kadar olduğu kullanımlarda gaz soğutmalı, 200 – 500 ampere kadar olduğu kullanımlarda ise su soğutmalı torçlara ihtiyaç duyulur.
3. Kaynak Telleri
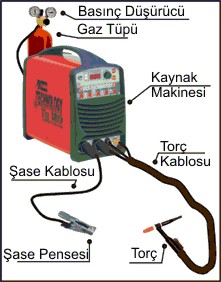
4.Gaz Tüpü ve Basınç Düşürücü Sistem şunları içermektedir.
5 . Şase kablosu ve pensesi Şase kablosu ve pensesi elektriksel devreyi tamamlamak için ana malzemeye yapılan güç kaynağı bağlantısıdır. Kaynak akımına göre uygun kablo kesiti ve uzunluğu seçilmelidir.
6 . Su soğutma ünitesi Su soğutma ünitesi torcu soğutmaya yarayan düzenektir. Yüksek kaynak akımı değerlerindeki çalışmalarda torç su ile soğutularak aşırı ısınması önlenir. Su, soğutma ünitesi içindeki devir daim pompası ile torç içinde sürekli olarak dolaşır. C. KORUYUCU GAZLAR 1. Genel Koruyucu gazların ana amacı kaynak bölgesinde havanın yerini alarak kaynak banyosunu havanın kötü etkisinden korumaktır. İlave metalin ( şayet kullanılıyor ise ) ucu gaz koruması içinde olmalıdır. Koruyucu gazın fiziksel ve kimyasal özellikleri ana malzemeye göre kaynak metalinde farklı etki gösterir. Argon, helyum, argon-helyum veya argon-hidrojen karışımları TIG kaynağında kullanılan koruyucu gazlardır. Koruyucu gazlarda en önemli özellik bu gazların olabildiğince saf olmasıdır. Şayet gazların içinde herhangi istenmeyen bir kirlilik söz konusu olur ise bu durum kaynak metalinde kalitesizlikler ortaya çıkarabilir. Argon korumasında yapılan kaynaklarda ark kararlıdır ancak kaynak banyosu soğuktur, bu nedenden ötürü ince parçaların kaynağı için uygundur.
Argon genel kullanım gazıdır.
Çünkü helyuma göre çok ucuzdur. Helyum korumasıyla yapılan kaynakta ortaya
çıkan ısı argona göre daha yüksektir. Bu nedenden ötürü yüksek ısıl
iletkenliğe sahip malzemelerin kaynağında helyum kullanılmalıdır.
D. TÜKENMEYEN ELEKTRODLAR Satılan çok çeşitli tükenmeyen
elektrod vardır. E. ARK BAŞLATMA SİSTEMLERİ a ) Yüksek frekans ile
arkı başlatma E. TIG YÖNTEMİYLE KAYNAKLANABİLEN MALZEMELER Bu yöntem ana olarak
paslanmaz çeliklerin, alüminyum ve alaşımlarının, titanyum ve
alaşımlarının, nikel ve bakır kaynağında kullanılır. Paslanmaz çelikler
doğru akım elektrod negatif ( - ) kutuplamada kullanılır. Alüminyum ve alaşımları alternatif akımda kaynak edilir. Güzel kaynak dikişleri için yüksek frekanslı güç kaynaklarına ihtiyaç duyulur. Şayet malzeme yüzeyinde yüksek oksidasyon söz konusu ise mekanik ( fırça veya taşlama ) veya kimyasal temizlemeyle bu oksidasyon tabakası temizlenmelidir. Benzer şekilde malzeme kalınlığının 2.5 mm ‘ye kadar olduğu durumlarda ilave metal olmaksızın kaynak yapılabilir. Daha kalın malzemelerde ana malzemeye uygun kaynak ağzı açılmalı ve uygun çaplı ve uyumlu ilave metal kullanılmalıdır.Karbonlu çelikler ve çelik alaşımlarında, nikel ve nikel alaşımlarında, bakır ve bakır alaşımlarında, titanyum ve değerli metallerde argon atmosferinde doğru akım düz kutuplama kullanılır. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
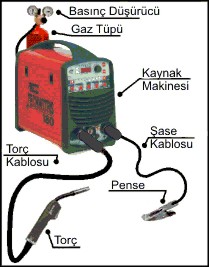
GAZ KORUMALI ( GMAW ) VEYA GAZSIZ ( ÖZLÜ ) SÜREKLİ TEL ELEKTROD İLE ARK KAYNAĞI (MIG) A. GİRİŞ Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında, gerekli olan ısı enerjisi malzeme ile sürekli tel arasında oluşturulan elektrik arkıyla ortaya çıkar. Kaynak torcu, kaynak bölgesine ilave teli besler, aynı zamanda koruyucu gazı da kaynak bölgesine göndererek kaynak bölgesinin ve kaynak banyosunun havanın kötü etkisinden korunmasını sağlar. Gaz korumasına göre yöntemin adlandırılması değişir. Şayet soy gaz atmosferi altında bir kaynak yapılıyorsa MIG olarak adlandırılır. Aktif gaz koruması altında yapılan kaynak yöntemi ise MAG olarak adlandırılır. Bazı özlü tellerin kullanımında kaynak devresinde gaz kullanımına ihtiyaç duyulmaz, bu yöntem gazsız özlü tel ile kaynak şeklinde tanımlanır. Burada kaynak bölgesi ve banyosu tel özünün oluşturduğu gaz ile korunur.
1.
Güç kaynağı (Kaynak Makinesi) 1. Güç Kaynağı (Kaynak Makinesi)
Güç kaynağının amacı, sürekli tükenen tel elektrod ile ana malzeme arasında elektrik arkını oluşturmak, telin ve koruyucu gazın devamlı bir şekilde kaynak bölgesine gönderilmesini sağlamaktır. Örtülü elektrod ve TIG kaynağında güç kaynağında sadece bir parametre ayarımız akım ayarımız vardır. MIG / MAG güç kaynaklarında 2 parametre ayarımız vardır. Birinci parametremiz, kaynak voltajıdır. İkinci parametremiz, tel hızı ( kaynak akımı ) ‘dır. Güç kaynakları 2 gruba ayrılır. a) Doğru
akım ( DC ) güç
kaynakları
i) Doğru akım
düz kutuplama ii) Doğru akım
ters kutuplama 2..Torç ve Torç
Kablosu Torç kaynak metalini ve
koruyucu gazı kaynak bölgesine iletir. Ayrıca çalışma güvenliği açısından
tamamen izole edilmiştir. Üzerinde akım kontrol düğmesini, gaz ve tel hız
ayar düğmelerini kapsar. Kablo demeti, akım iletkeni kontrol kablosunu,
gaz hortumunu, şayet varsa su soğutma hortumlarını ve tel sürme kılavuzunu
kapsar. Piyasada çok değişik kaynak torçları satılmaktadır.
Tel sürme ünitesi, makaraya sarılmış teli kaynak bölgesine sürmek için motor ile tahrik edilen bir mekanizmadır. Tel sürme hızı motor regülatörünün ayarı ile seçilebilir. Seçilen tel hızı ergime için bir akıma ihtiyaç duyar ve bunu tanımlar. Tel sürme mekanizmalarından 4 tekerlekli veya 2 tekerlekli sistemler vardır. 4 tekerlekli sistemler 2 tekerlekli sistemlere göre çok daha kullanışlıdır. 4. Su Soğutma Ünitesi
Yüksek amper ile yapılan kaynaklarda torçta ısınmadan dolayı oluşacak hasarları önlemek için su soğutma ünitesi kullanılır. Soğutma ünitesi içindeki devir daim pompası suyun torç içinde sürekli dolaşmasını sağlayarak, torcun ısınmasını önler. 5. Gaz Tüpü ve Basınç Düşürücü Gaz tüpü argon, helyum, karbondioksit veya karışım gibi koruyucu gazlardan birini içerir. Uygun bir basınç düşürücü yardımıyla kaynak bölgesine istenen miktarlarda gönderilir. 6. Şase Kablosu ve Pensesi
Şase kablosu ve pensesi elektriksel devreyi tamamlamak için ana malzemeye yapılan güç kaynağı bağlantısıdır. Kaynak akımına göre uygun kablo kesiti ve uzunluğu seçilmelidir. C. ARK GÜCÜ, SICAK BAŞLAMA ve YAPIŞMAMA MEKANİZMALARI Güç
kaynağı kullanım özelliklerini geliştirici özel mekanizmaları
kapsamalıdır. Bu mekanizmalar, ark gücü, sıcak başlama ve yapışmama
özellikleri olarak
tanımlanır.
C. KORUYUCU GAZLAR MIG / MAG kaynak yöntemlerinde
kullanılan koruyucu gazlar 2 ana kategoriye ayrılmıştır. Soy gazlar ve
aktif gazlar. Argon, helyum ve argon-helyum karışımları 1. gruba,
karbondioksit ve argon-oksijen veya argon-helyum karışımları 2. gruba
girer. D. KAYNAK TELLERİ
Kaynak telleri kimyasal kompozisyonlarına ve masif ( dolu ) veya özlü olmalarına göre ayrılır. Tellerin yüzeylerinde yağ veya nem olmamalı, bunlar kaynakta çatlak ve gözenek gibi kaynak hatalarına sebep olur. Düzgün olmayan tel sarımları da bazı hallerde düzensiz tel beslemesine ve uygun olmayan kaynaklamaya sebep olabilir. Masif teller genellikle
ana malzemeyle benzer kompozisyonlara sahiptirler ve ana malzemeyi
temizleyici ilave elementleri içerirler. Genel kullanım çapları 0.6 – 0.8
– 0.9 – 1.0 – 1.2 – 1.6 mm’ dir. Gaz korumalı özlü teller boru şeklindeki
telin içinde toz dekapanın yer almasıdır. Dekapan örtülü elektrodların,
örtülerinin yaptığı görevi görür. Toz granül veya dekapan rutil, bazik
veya özel özelliklerde olabilir. E. KAYNAK METALİ TRANSFER METODLARI Kullanılan gaz, güç kaynağının
çeşidi, elektrod çapı ve kullanılan akım değerleri gazaltı kaynağındaki
metal geçiş mekanizmalarının farklılığına sebep olur. Yukarıdaki
parametrelere bağlı olarak 3 çeşit metal geçiş mekanizması vardır. A )
kısa devre, b) spray ark, c ) darbeli spray ark E. MIG/MAG YÖNTEMİYLE KAYNAK EDİLEBİLEN MALZEMELER 1 ) Karbonlu
çelikler 2 ) Paslanmaz
çelikler 3 ) Alüminyum ve
alaşımları 4 ) Nikel ve alaşımları, bakır ve alaşımları gibi malzemelerde MIG yöntemiyle kaynak edilebilir. Doğru akım ters kutuplama kullanılır. Malzeme kalınlıklarına ve pozisyonlarına uygun tel çapları, akım değerleri ve uygun tel kaliteleri kullanmak gereklidir. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ÖRTÜLÜ ELEKTROD İLE ARK KAYNAĞI ( MMA ) A. GİRİŞ Örtülü
elektrod ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle
yapılan ( manuel ) bir kaynak yöntemidir.
B. KAYNAK DEVRESİ
1. Güç Kaynağı (Kaynak Makinesi) 2. Elektrod Pensesi ve Kablosu 3. Örtülü Elektrod 4. ŞasePensesi ve Kablosu 1. Güç Kaynağı (Kaynak
Makinesi):Güç kaynağının amacı, ana
malzemeyle elektrod arasında oluşturulan elektrik arkı için yeterli
miktardaki çıkış akımının, akım beslemesini sağlamaktadır. Elektrod kaynağının çalışması sabit akım prensibindedir. Güç kaynağından sağlanan akım, kaynak işlemi esnasında operatörün el kontrolündeki elektrod ile ana malzeme arasındaki mesafenin değişmesine göre değişiklik göstermez. Güç kaynağının imalat prensibi ark uzunluğunun ( kaynak esnasındaki, ana malzeme ile elektrodun ergimemiş ucu arasındaki uzaklık ) değişiklik göstermesine rağmen kaynak akımının sabit kalması şeklindedir. Akımın sabit tutulması kararlı bir ark sağlar ve operatörün çalışmasını kolaylaştırır. Güç kaynağının içinde mekanik (manyetik şönt veya geçirgenliği belli dirençler ) veya elektronik ( SCR sistem veya inverter sistem ) akım ayarlayıcıları vardır. Bu ayrımlar elektrod kaynak makinalarını imal teknolojilerine göre 3 grupta sınıflandırır. Bunlar Elektro mekanik kaynak makinaları, Elektronik kaynak makinaları ( SCR ) ve Inverter kaynak makinalarıdır. Güç kaynakları akım çıkış kutuplama özelliklerine göre’de 2 kategoriye ayrılır: a) Alternatif akım ( AC ) güç kaynakları:Güç kaynağı akım çıkış karakteristiği sinüs dalga şeklindedir. Zamana göre şiddetini ve yönünü değiştiren bu akım saniyede 50 veya 60 kez tekrarlanır. Transformatörler şebeke akımını, kaynak akımına dönüştüren elektro mekanik kaynak makinalarıdır.
b) Doğru akım ( DC ) güç kaynakları :Güç kaynağı akım çıkış karakteristliği sürekli ( sabit ) dalga şeklindedir. Bu karakteristik redresör tarafından şebeke alternatif akımının ( AC ), doğru akıma ( DC ) çevrilmesiyle edilir. Bu elektronik SCR ve İnverter güç kaynaklarının tipik çıkışıdır Şayet doğru akım ( DC ) güç
kaynağı kullanılıyorsa, bundan sonraki sınıflandırma kaynak edilecek
malzemenin kutuplama şekline göredir. ii) Ters kutuplama :Ters kutuplamada kaynak kablosu ve elektrod pensesi güç kaynağının pozitif ( + ) çıkışına, şase kablosu ve şase pensesi güç kaynağının negatif ( - ) çıkışına bağlanır. Elektrik arkı ısının elektrod ucunda yoğunlaşmasını ve ergimesini sağlar. Elektrod çeşidine göre akım karakteristiği alternatif akım ( AC ) veya doğru akım ( DC ) ve doğru akımda kutuplamalar değişir. Yanlış akım karakteristiği veya kutuplamalarda elektrodun tutuşturulamaması, ark kararlılığının sağlanamaması veya kaynak kalitesinin uygun olmaması gibi problemler yaşanır. 2..Elektrod Pensesi ve Kaynak Kablosu:Elektrod pensesinin ana fonksiyonu elektrodu sabitlemek ve uygun temasla akım geçirgenliğini sağlamaktadır. Aynı zamanda pense operatörün çalışma güvenliği için uygun elektriksel yalıtımı sağlamalı.
3. Örtülü Elektrod:Örtülü elektrod, çekirdek ve örtü olmak üzere 2 kısımdan oluşur. Çekirdek elektrik akımını ana malzemeye ileten ve ısı etkisiyle ergiyerek kaynak ağzını dolduran ilave metaldir. Örtünün fonksiyonu ise kaynak banyosunu korumak ve kararlı bir ark oluşturmaktır. 4-5. Şase kablosu ve pensesi:Şase kablosu ve pensesi elektriksel devreyi tamamlamak için ana malzemeye yapılan güç kaynağı bağlantısıdır. Kaynak akımına göre uygun kablo kesiti ve uzunluğu seçilmelidir. C. ARK GÜCÜ, SICAK BAŞLAMA ve YAPIŞMAMA MEKANİZMALARI
D. ÖRTÜLÜ ELEKTRODLAR 1.1 Karakteristikler
Ergimiş metali istenmeyen kirliliklerden ( elementlerden ) temizleme özelliği vardır. Örtü içinde, malzeme içindeki istenmeyen elementlerle bileşke oluşturarak cürufa geçen elementler vardır. Böylece kaynak banyosu istenmeyen elementlerden temizlenmiş olur. Kaynak metalinin karakteristiklerine göre örtü tipinin seçimi önemlidir. Örtü bazen metal parçacıklarını da içerir, bunlar ergiyerek kaynak banyosuna geçer ve kaynak banyosuna geçen metal miktarı artmış olur. Bu elektrodlar yüksek verimli elektrodlar olarak adlandırılır.. 1.2 Elektrod
Kategorileri * asit örtülü
elektrodlar :Bu elektrodların örtüleri
demir oksit, mangan ve silis alaşımlı demir içerir. Alternatif ve doğru
akım karakteristiklerinin her ikisinde de iyi ark kararlılığı sağlarlar.
Akışkan kaynak banyolarından dolayı pozisyon kaynaklarına uygun değildir.
Bundan başka ana metali temizleme özellikleri iyi olmadığı için kaynak
metalinde çatlak oluşumu gözlenir. Yüksek kurutma sıcaklıklarına dayanıklı
olmadıkları için kaynak metalinin nem kapma ve hidrojen çatlağı riski
vardır.
1.4 Örtü çeşidine ve elektrod çapına göre akım ayarı
E. ÖRTÜLÜ ELEKTRODLARLA KAYNAK EDİLEBİLEN MALZEMELER
Paslanmaz çelikler, alüminyum
ve alaşımları, bakır ve dökme demirler gibi özel metallerde özel
elektrodlar kullanılarak kaynak yapılabilir. Paslanmaz çelikler, doğru
akım ters guruplamada kaynatılır. Ana Malzemenin kimyasal kompozisyonuna
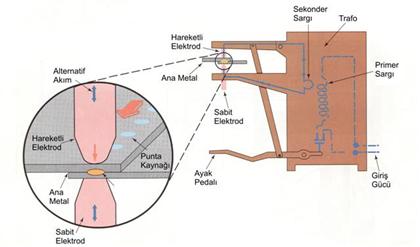
uygun özellikte elektrodlar kullanılmalıdır. DİRENÇ NOKTA KAYNAĞI ( PUNTA KAYNAĞI ) A. GİRİŞ Günümüz
endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik
kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek
parçalar üzerinden
Şekilde görüldüğü gibi şebeke akımının yüksek voltaj / düşük amperi, düşük voltajı / yüksek akım şekline bir trafo yardımıyla dönüştürülür. Kaynak, kaynak edilecek malzemeleri belli bir basınçla sıkıştırıp, akımın malzemeye akmasını sağlayan elektrodlar yardımıyla yapılır. Akım bir elektrodtan diğerine malzeme üzerinden geçerek akar. Bu elektrodlar, yüksek akımın geçişine izin veren, basınç altında yeterli fiziksel mukavemete sahip özel bakır alaşımlarıdır. İnce parçaların kaynağında hava soğutmalı, kalın parçaların kaynağında ise su soğutmalı elektrodlar kullanılır. Direnç nokta kaynağı, amper, elektrod basıncı ve akımın aktığı uzaklık ile kontrol edilir. Otomatik kaynakta kaynakçı akımı, basıncı ve zamanı ayarlar, sabitler. Elektronik devreler vasıtasıyla tekrarlanan bütün kaynaklarda parametrelerin aynı olması sağlanır. Direnç Nokta Kaynağının Esasları Direnç nokta kaynağı, kaynak
edilecek iki malzemenin üzerinden punta uçlarıyla akım geçirilmesiyle
ortaya çıkar. Ana metallerin elektrik akımına karşı oluşan dire Direnç nokta kaynağı, birbirlerine temas eden iki malzemenin şekilde de görüleceği üzere temas yüzeylerinde kaynak bölgelerinin oluşturabildiği tek yöntemdir. Tungsten arkıyla nokta kaynağında, kaynak şekilde görüldüğü gibi bir yönden yapılır.
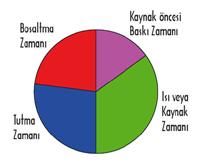
Direnç nokta kaynağında kaynak kolları ve uçları malzemeye çift yönde baskı ve akım uygular. Bütün pozisyonlarda kaynak yapmak mümkündür. Kaynak bölgesindeki temas yüzeylerinde elektrik akım direncinden dolayı oluşan ısı malzemelerin sıcaklıklarını ergime noktalarına kadar çıkarmalıdır. Aksi taktirde akım malzemeler üzerinden akar, kaynaklanma olmaz. Kaynak kolları malzemeleri kaynak öncesi, sonrası ve kaynak sırasında belli bir basınçla tutmalıdır. Ancak unutulmamalıdır ki bu basınç malzemeleri sabitlemek için kullanılmamalıdır. Isının oluşturulması Akım bir iletkenden geçerken, iletkenin akım geçişine karşı elektriksel direnci ısının ortaya çıkmasına sebep olur. Isının ortaya çıkmasını sağlayan ana formül aşağıdaki gibidir.
H = I2 x R H = Isı I2 = Akımın karesi R = Direnç Baskı ( sıkıştırma ) zamanı ;
kaynak öncesi punta kollarının malzemeleri sıkma zamanı . Kaynak bölgesinde direnç oluşturan 6 nokta vardır.
1 ) punta ucu ( elektrod ) ile üstteki malzemenin temas
yüzeyi Dirençler seri şekildedir. Her direnç akım akışını geciktirecektir. Kaynak edilecek malzemelerin birleşme yüzeylerindeki (madde 3’ teki) , direncin miktarı ana malzemenin ısı transfer kapasitesine, malzemenin elektriksel direncine ve kaynak edilecek malzemelerin kaynak noktasındaki kalınlığına bağlıdır. Zaman faktörü Direnç nokta kaynağı, ana malzemenin direncine ve nokta kaynağını yapacak ısıyı üretecek olan akım akışının miktarına bağlıdır. Diğer önemli faktör ise zamandır. Punta kaynağı için bir çok durumda yüksek amper değerleri kullanılır. Bu yüksek amperler, yüksek dirençlerle akarken kısa bir zaman sürecinde fazla ısı çıkarılır. Kaliteli kaynaklar için akımın akış zamanının çok iyi kontrol edilmesi gerekir. Nokta direnç kaynaklarında zaman kontrol edilebilen tek değişkendir. Akımın kontrolü ekonomik ve pratik değildir. Bir çok nokta direnç kaynağı kısa zaman aralığında yapılır. Kaynak yöntemlerinde normal olarak alternatif akım, 50 / 60 Hz ( 1 saniyede 50 / 60 kez tekrarlanan AC akım ) kullanılır.Ortaya çıkacak ısının formülü zamanı da içerdiği zaman alttaki gibi değişecektir. H = I2 x R x T x K H = Isı , I2 = Akımın karesi ,R = Direnç , T = Zaman , K = Isı kaybı Zamanın kontrolü çok önemlidir. Şayet zaman çok uzun olur ise birleşme noktasındaki ana metalin ergime sıcaklığının çok üzerine ( bazen kaynama noktasına ) çıkılabilir. Bu gaz gözeneklerinden dolayı kaynakta hatalara sebep olur. Aynı zamanda sıvı metalin kaynak bölgesinden uzaklaşarak, kaynak noktasının kalınlığının düşmesi olasılığı da söz konusudur. Kısa kaynak zamanı ana malzemeye verilecek fazla ısı olasılığını da düşürecektir. Ana malzemenin ısıdan dolayı etkilenmesi, malzeme yüzeyi deformasyonu ve kaynak noktası çevresindeki ısıdan etkilenen bölgenin sınırları daha düşük olacaktır. Basınç: Direnç nokta kaynağında basıncın etkisi dikkatlice düşünülmelidir. Basıncın ana amacı kaynak edilecek malzemelerin birleşme yüzeylerini temas ettirmektir. Bu hareket kaynak noktasındaki elektriksel direnç ve iletkenliğin uyumu ile sağlanır. Punta kolları ve uçları malzemeleri bir araya getirmek için kullanılmamalıdır. Direnç nokta kaynak makineleri, elektriksel “C” tutucuları gibi dizayn edilmemiştir. Basınç uygulanmadan önce parçalar birbirlerine temas edecek konuma getirilmelidir. Araştırmalar kaynak birleşmelerindeki yüksek basıncın elektrod ile malzeme temas yüzeyi arasındaki direnci düşürdüğünü göstermektedir. Basıncın yükselmesi, direnç faktörünü düşürür. Elektrod ucu Bakır, punta kolları ve uçlarında kullanılan ana malzemedir. Uçları ( elektrodların ) amacı kaynak akımını malzemeye basınç uygulanan yüzeylerden geçirmek ve çalışma şartlarında özelliklerini korumaktır. Nokta kaynağı
elektrodları Elektrod uçları bakır
alaşımlarından veya diğer malzemelerden yapılabilir. Elektrod malzemeleri
2 grupta sınıflanmıştır. Grup A, Bakır alaşımları Sınıf 1 ; Cu – Cd alaşımı ( nokta kaynağı için ), İletkenlik % 80, Al alaşımları, Mg alaşımları, Galvanizli kaplı çelik, Pirinç ve Bronz kaynağı için uygundur. Sınıf 2 ; Cu-Cr alaşımı ( nokta ve dikiş kaynağı için ), İletkenlik % 75, sertliği uygun, Hafif karbonlu çelikler, Düşük alaşımlı çelikler, Paslanmaz çelikler, Nikel ve Monel için uygundur. Sınıf 3 ; Cu – Zr alaşımı ( projeksiyon kaynağı için ) , İletkenlik % 45, mukavemet ve sertliği sınıf 2’ye göre daha yüksek , Paslanmaz çelikler için uygundur. Sınıf 4 ; Sert, yüksek mukavemetli alaşımdır. Özel uygulamalar için tercih edilen elektrod malzemesidir. , İletkenlik % 20 Sınıf 5 ;Döküm elektrodlardır , mukavemetleri çok yüksek , İletkenlik % 15 Grup B, Refrakter malzemeler Kompozisyonları sinterlenmiş bakır ve tungsten gibi karışımları içerir. Yüksek sıcaklıktaki aşınma dirençleri ve basma mukavemetleri için dizayn edilmiştirler. 10 ile ifade edilen bakırın iletkenliğinin % 40’ına sahiptir. Üst numaralara çıkıldıkça iletkenlik düşer. Direnç Nokta Kaynağı Yapılan Malzemeler * Hafif karbonlu çelikler:Hafif veya düşük karbonlu çelikler direnç nokta kaynağı yapılan malzemelerin büyük bölümünü kapsamaktadır. Uygun ekipman ve yöntem ile düşük karbonlu çeliklerin kaynaklanabilirliği güzeldir.Karbonlu çeliklerin karbon yüzdesi yükseldikçe şayet son ısıtma yapılmaz ise kaynak sonrası yapılarında kırılgan olan sementit oluşur. Hızlı soğuma sonucunda kaynak bölgesinde oluşan bu yapı kaynağın kırılgan olmasına neden olur. * Düşük alaşımlı ve orta karbonlu çelikler:Bu çeliklerin kaynağında hafif ve düşük alaşımlı çeliklerin kaynağına göre farklılıklar vardır.Düşük alaşımlı ve orta karbonlu çeliklerin direnç faktörü daha yüksektir. Bunun sonucunda akım gereksinimleri biraz düşer. Metalürjik yapı değişimlerinin hassaslığından dolayı, zaman ve sıcaklık daha kritiktir. Düşük karbonlu çeliklere göre daha yüksek kırılma olasılığı ( kaynak metalinin )vardır. Basınç alaşım elementlerinden ve karbon miktarından dolayı bir miktar daha yüksektir. Kaynak zamanının bir miktar uzun olması, kaynak soğuma zamanını geciktirmesi ve daha sünek kaynaklar elde edilmesi bakımından uygun bir seçim olur. * Paslanmaz çelikler:Östenetik paslanmaz çelikler yüksek elektriksel dirence sahiptir ve direnç nokta kaynağı ile kaynaklanabilirler. Bu malzemelerde düşünülmesi gereken şey, 800 – 1400 F arasında hızlı soğutulmalarıdır. Hızlı soğuma tane sınırlarında krom – karbür oluşma olasılığını düşürür. Kritik sıcaklıklarda uzun süre kalma karbür çökelmesini arttırır. *
Kaplı çelikler :Galvanizli ( elektro veya daldırma ( daha ucuz olduğu için
kullanılan çeşittir. )) veya çinko kaplı çelikler bu
gruptadır. * Alüminyum ve alaşımları :Alüminyun ve yüksek iletkenliğe sahip ana malzemelerde 20 kVA’ nın çok üzerindeki güç kaynaklarına ihtiyaç duyulur. Alüminyumun elektrik iletkenliği yüksektir ve kaynak makinesi kaliteli kaynaklar için yüksek akım ve alüminyumu ergitecek ısıyı sağlayacak kapasitede ve uygun basıncı sağlayacak şekilde olmalıdır. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
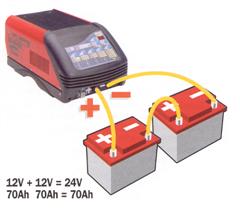
YEDEKLEME ( STAND - BY ) : Makine otomobilin çakmak girişine özel kablosuyla bağlandığı zaman araba aküsü sökülerek şarj ve onarım işleri yapılabilir Bu süre zarfında makine otomobildeki elektronik beyin ve elektronik ekipmanlara herhangi bir hasar ve bilgi kaybına izin vermeden sistemleri destekler. TAKVİYE : Konumunda STARTRONIC akım ve voltajın sabitliğini sağlayarak, yüksek voltaj olasılığını düşürerek otomobilin elektronik ekipmanlarının zarar görmesini önler. Sistemin kalbi mikroişlemci tarafında kontrol edilen ve yüksek voltaj darbelerini çok hızlı kontrol eden ve bunları kesen CSS (Cuttİng Spikes System) olarak adlandırılan kontrol sistemidir. STARTRONIC, en kısa sürede , en yüksek şarj verimini sağlar. Şarj akımının çok düzgün ( akım değeri sürekli sabit , değişkenliği yok ) olması , şarj zamanının kısalmasına , akünün daha az ısınmasına ve akü ömrünün uzamasına sağlar. Akü Bağlama Yöntemleri Seri
Bağlama :Yükleme voltajı = akülerin voltajları
toplamı
. Aküler aynı Ah’ ta sahip olmalı Paralel Bağlama Yükleme kapasitesi = akü kapasiteleri toplamı
Aküler aynı voltaja sahip olmalı Akü ÇeşitleriISLAK
( WET ) Elektrolit olarak su ( H2O ) ve sülfürük asit ( H2SO4 ) çözeltisinin kullanıldığı kurşun akülerdir. Otomotiv sektöründe kullanılan akülerin büyük çoğunluğu bu tiptir.
Jel elektrolitin içinde Kurşun
– Kalsiyum ( PbCa ) akülerdir. Bu aküler tamamen kapalıdır. Değişik
pozisyonlarda kullanım yerlerine göre yerleştirilirler. ( Elektrolit jel
şeklinde olduğu için dökülme riski yoktur. ) Bu akülerde onarım yapmak
mümkün değildir.
NİKEL – KADMİYUM ( Ni – Cd ) Bu akülerde kullanılan teknoloji ıslak ve jel serilerinde kullanılanlardan farlıdır. Kullanılan malzemeler Nikel (Ni– pozitif kutup) ve Kadmiyum (Cd – negatif kutup) ‘tur. Elektrodlar plastik malzeme ile izole edilmiştir. Elektrolit olarak potasyum hidroksit ( KOH ) kullanılmaktadır. Tamamen kapalı akülerdir.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||





 i)
i) .gif)



 B. KAYNAK
DEVRESİ
B. KAYNAK
DEVRESİ
.gif)
.gif) 3. Tel
Sürme
3. Tel
Sürme


 i)
i)